中ぐり加工が可能な工作機器の種類とマシニングセンタとの比較 | マシニングセンタ大解剖
マシニングセンタの基本
中ぐり加工が可能な工作機器の種類とマシニングセンタとの比較
公開:2024.05.26 更新:2025.03.18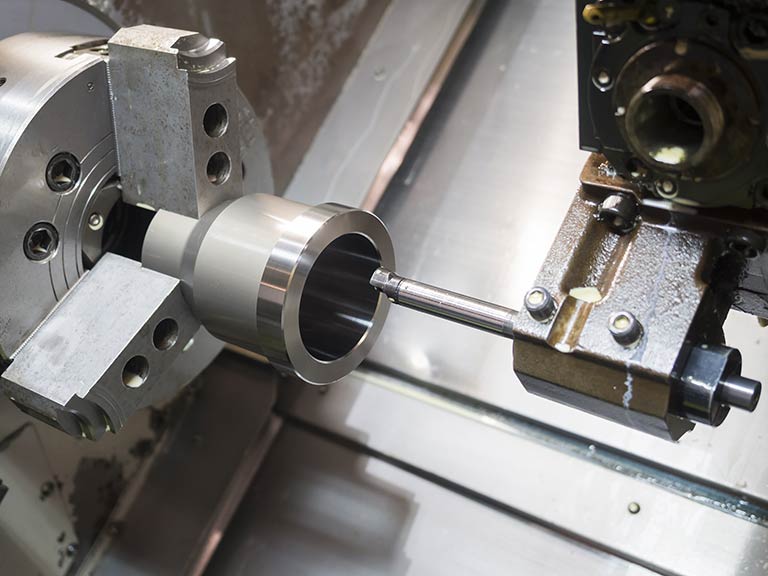
中ぐり加工は、金属加工の中でも特に高い精度が求められる作業です。この加工を行うための工作機械には、中ぐり盤、ジグボーラー、マシニングセンタなどがあります。それぞれの機械には独自の特長があり、加工精度や効率に大きく影響を与えます。こちらでは、中ぐり加工が可能なこれらの工作機械の特徴を解説し、汎用性の高いマシニングセンタとの違いを詳しく比較します。
目次
下穴を必要な大きさに広げる中ぐり加工

金属加工において、製品の品質を大きく左右する作業のひとつに「中ぐり加工」があります。これは、ドリルでは開けられない大きさの穴を精度よく作るために必要な加工技術です。
◇中ぐり加工とは
中ぐり加工とは、ドリルなどで開けられた下穴を、専用の工具で内側から削りながら広げていき、設計通りの寸法に仕上げる加工のことです。ただ単に穴のサイズを広げるだけでなく、少しずつ削りながら広げていくため、高い寸法精度と滑らかな表面を実現することができます。
中ぐり加工は、例えば、嵌合部分に高い精度が求められる、軸受やベアリングなどの機械部品で使用されています。また、摩耗や腐食によって損傷した穴を再生する場合にも、この中ぐり加工が有効です。
中ぐり加工の難しさと注意点

画像出典先:キカイネット
中ぐり加工は、高い精度となめらかな仕上がりが期待できる一方で、いくつかの注意点があります。ここでは、中ぐり加工を行う際に特に気を付けたいポイントについてご紹介します。
◇加工面が確認しづらい
中ぐり加工は、既存の穴の内部を加工するため、切削工具が対象物に隠れてしまい、加工面を目視することが困難です。そのため、工具の状態や切削状況を即座に把握することが難しく、作業者の経験と技術に頼らざるを得ない側面があります。
加工中のトラブルを回避することは簡単ではないため、加工後の寸法検査などを通じて完成品の精度を確保することが重要です。
◇ビビリの発生
中ぐり加工は、工具が深く突き出すため振動が発生しやすく、これが「ビビリ」と呼ばれる現象を引き起こします。ビビリは、共振や断続的な振動を指し、加工面の劣化、工具の破損、さらには機械の故障を招くことがあります。
ビビリが発生すると、加工精度が低下し、表面が粗くなるだけでなく、工具や加工対象物が損傷するリスクも高まります。このため、ビビリを抑えることが重要です。ビビリを抑えるためには、工具の突出量を必要最小限に抑えたり、切削速度や送り量、角度を調整したりするなどの対策が必要です。
◇切粉の処理
切粉とは、中ぐり加工時に発生してしまう金属の削りカスのことです。中ぐり加工では、加工穴の形状によっては、内部に切粉が溜まりやすくなります。切粉溜まったでは、切削工具と干渉してしまい、加工精度や工具寿命に悪影響を及ぼしてしまうため、適切な処理が欠かせません。
切粉を効率的に排出するためには、切削油の流量や噴射方向を調整したり、切粉除去装置を導入したりするなどの対策が考えられます。また、切削条件を工夫することで、切粉を細かく分断し、排出を促進する方法もあります。
中ぐり加工が可能な工作機器の種類と特徴
中ぐり加工には、いくつかの種類の工作機械が用いられます。それぞれの機械は異なる特徴を持つため、加工する対象物のサイズや形状、求められる精度や効率に応じて最適なものを選ぶ必要があります。
◇中ぐり盤
中ぐり盤とは、その名のとおり中ぐり加工に特化した工作機械です。他の工作機械と比べて剛性が高く、大型の対象物や深穴の加工を得意としています。中ぐり盤は、テーブルの配置や構造によって、主に「横中ぐり盤」と「立中ぐり盤」の2種類に分類されます。
横中ぐり盤
テーブルが水平方向に移動するタイプの中ぐり盤です。主に大型部品の加工に適しており、高い精度で円筒形の穴あけや中ぐり加工を行うことができます。
立中ぐり盤
テーブルが垂直方向に移動するタイプの中ぐり盤です。深穴加工や複雑な形状の加工に適しています。大型の対象物を回転させながら加工することもできます。
NC中ぐり盤
数値制御装置(NC)を搭載した中ぐり盤で、あらかじめプログラムされた指示に基づいて、自動で加工を行います。これにより、効率的で正確な作業が可能となり、省人化が実現できます。主に中ぐりや穴あけ加工に使用され、従来の手作業による操作を自動化することで作業時間の短縮や精度の向上が期待できます。多品種少量生産や複雑な加工が必要な場合に特に有用です。
◇ジグボーラー
ジグボーラーは、高い精度で穴あけ加工を行うことを得意とする工作機械です。中ぐり加工にも対応しており、特に位置決め精度が求められる場合によく用いられています。「ジグ」と呼ばれるガイドを用いることで、高い精度での穴あけや中ぐり加工を行うことができます。
◇マシニングセンタ
マシニングセンタは、複数の工具を自動で交換しながら、さまざまな加工を連続して行うことができる工作機械です。中ぐり加工だけでなく、フライス加工や穴あけ加工なども1台で行うことができるため、汎用性が高いことが特徴です。
近年では、加工技術の進化により、マシニングセンタを用いた中ぐり加工も一般的になりつつあります。
立形マシニングセンタ
立形マシニングセンタは、切削工具が垂直方向に取り付けられたマシニングセンタです。加工物を上から削るため、加工状況を上から確認しやすく、設計図面と照らし合わせながら精密な加工が可能です。コンパクトな設計により、設置面積を小さく抑えることができ、特に少量多品種生産に適しています。しかし、切り屑の排出が難しく、過剰な摩耗を避けるためには切削油の噴射量を増やす必要があります。そのため、大量生産には不向きで、金型部品や試作品の製造に適しています。
横形マシニングセンタ
横形マシニングセンタは、主軸が水平方向に取り付けられている工作機械で、切り屑の排出性が優れているのが特徴です。加工物を横から削るため、切りくずが効率よく排出され、工具損傷のリスクが低減します。さらに、パレットチェンジャーを搭載すれば、自動で部品の搬送が可能となり、長時間の連続稼働が実現できます。このため、量産に向いています。ただし、重い材料を固定する際に治具がたわむことがあり、大型部品の加工には向いていません。精密小物部品や多面加工、量産に適しています。4軸制御が可能な機種では、さらに高精度な加工が行えます。
門形マシニングセンタ
門形マシニングセンタは、正面から見ると門のような形状をしており、大型の加工物や重量物を加工するために使用されます。主軸が天井側に取り付けられ、加工物を置くテーブルが広く、長尺製品に対応可能です。特徴的なのは、テーブルが固定され、主軸部分がX、Y、Zの各軸で動くことです。この構造により、大きな部品の加工が可能で、精度も高く保たれます。また、門形マシニングセンタには2軸回転ヘッドを備えた「5面加工機」もあり、複数の面からの加工が行えます。
5軸マシニングセンタ
5軸マシニングセンタは、X軸、Y軸、Z軸の直線軸に加え、2つの回転軸を備えた高度な加工機です。これにより、材料の設置を1度で完了し、精度のバラつきを防ぎながら複雑な形状を一度の加工で仕上げることができます。特に複雑な3次元形状の加工や曲面加工に優れており、ワークを動かさずに複数面を連続で加工できるため、工程の短縮が可能です。しかし、回転軸を含むためプログラムや制御が難しく、専門的な知識が必要となります。
◇フライス盤
フライス盤は、回転する切削工具(フライス)を使用して金属や木材、樹脂などを削る工作機械です。加工物はテーブルと呼ばれる可動台に固定され、主軸に取り付けた刃物を回転させて、平面や溝、段差、穴などを削り取ります。フライス盤は、工具を交換することで、さまざまな加工方法(正面フライス削り、溝削り、エンドミル削り、穴あけなど)に対応可能です。主に角ばった部品や複雑な形状の加工を行うため、金型や機械部品の製作に広く利用されます。
◇ボール盤
ボール盤は、金属、樹脂、木材などの素材に対して、穴あけ、掘り広げ、中ぐり、リーマ加工などを行う工作機械です。主に回転するチャックにドリルやリーマを装着し、上下に動かして加工を行います。テーブルに材料を固定することで、加工中にドリルがブレることなく、精密な穴あけが可能です。ボール盤は穴あけに特化しており、他の工作機械に比べて迅速かつ正確に穴を開けられる点がメリットです。また、操作が比較的簡単で、安全に使用すれば高精度な加工が可能ですが、安全対策を怠ると怪我のリスクがあります。
◇汎用旋盤
汎用旋盤は、素材を削ることを目的とした工作機械であり、高速回転する素材にバイト(刃物)を押し付けて、目標の長さや形状に削り落とします。主に作業者が手動で操作を行うタイプが多く、これを「普通旋盤」や単に「旋盤」と呼ぶこともあります。汎用旋盤は、主軸台、心押し台、往復台、送り装置、ベッドなどの部品から成り立っており、基本的な構造が特徴です。補助工具を使うことで、試作品やオーダーメイド部品の加工、少量生産に適しており、部品修理や特注部品の製造に頻繁に使用されます。
◇NC旋盤
NC旋盤は、「Numerical Control(数値制御)」による加工を行う工作機械で、汎用旋盤に数値制御装置を組み込んだものです。これにより、手動操作ではなく、プログラムに基づいて工作機械の動きが制御されます。現在では、コンピューターによる制御を行うCNC旋盤が主流です。NC旋盤は、外径加工、内径加工、溝加工、穴加工、テーパー加工など、汎用旋盤と同じ加工が可能ですが、作業は自動化され、作業工数の削減や精度の向上が実現できます。
マシニングセンタでできる加工

マシニングセンタでは、中ぐり加工以外にどのような加工ができるのでしょうか?マシニングセンタでできる中ぐり以外の加工についてご紹介します。
◇旋削加工
回転する材料に工具を押し当てて削る除去加工の一種で、円筒部品の製造に適しています。主に旋盤を用い、外径・内径加工や穴あけを行うことで、ボルトやシャフトなどの精密な部品を成形します。旋削加工の歴史は長く、金属や樹脂などさまざまな素材の加工に利用されています。材料の回転速度を調整したり、異なる工具を組み合わせたりすることで、高精度で複雑な形状の加工が可能です。この技術は、自動車や航空機、機械部品の製造など幅広い分野で活用されています。
◇フライス加工
回転する切削工具(フライス)を用いて、固定した材料を削る加工方法です。主に平面加工や溝加工、穴あけ、曲面加工などに活用され、機械部品や金型、歯車などの製造に適しています。工具の種類を変えることで、多様な形状に対応できるのが特徴です。作業台を前後左右に動かしながら工具を上下に移動させ、三次元的な加工も可能です。
◇穴あけ加工
穴あけ加工は、回転する工具を用いて材料に穴をあける加工方法です。一般的には、センタードリルで位置決め用の穴をあけた後、ドリルで下穴を形成します。大きな穴を開ける場合は、中ぐり加工やエンドミルを使用して拡大します。使用する工具には、円筒形の穴をあける「ドリル」、穴の精度を向上させる「リーマ」、ねじ穴を作る「タップ」などがあります。ボルト穴や軸受穴、位置決め用の穴など、幅広い用途で活用される基本的な加工方法のひとつです。
マシニングセンタとその他の工作機器の違い

近年汎用性の高さから注目を集めているマシニングセンタと、他の工作機械を比較することで、それぞれのメリット・デメリットを明確化し、用途に最適な工作機械選びのポイントを探っていきます。
◇横中ぐりフライス盤とマシニングセンタ
まずは、中ぐり加工に特化した横中ぐりフライス盤と、汎用性の高いマシニングセンタの比較です。
穴あけ精度
横中ぐりフライス盤は、中ぐり加工に特化して設計されているため、非常に高い剛性を持ち合わせ、マシニングセンタと比較して、より高精度な加工が可能です。高い精度を求められる加工には、横中ぐりフライス盤が適しています。
加工の汎用性
マシニングセンタは、中ぐり加工だけでなく、フライス加工や穴あけ加工など、さまざまな加工に対応できる汎用性の高さがメリットです。ひとつの機械で多様な加工をこなせるため、段取り替えの手間を減らし、効率よく作業できます。
加工精度を求めるのであれば、横中ぐりフライス盤を選び、汎用性の高さを求めるのであれば、マシニングセンタの導入が適してる場合が多いといえます。
◇ジグボーラーとマシニングセンタ
次に、高精度な穴あけ加工を得意とするジグボーラーとマシニングセンタを比較します。
位置決め精度
ジグボーラーは、高い位置決め精度を誇ります。その反面、加工範囲が狭く、大型の加工には不向きです。また、治具(ジグ)の製作が必要となるため、段取り替えの手間が増えてしまう、多品種少量生産には不向きです。
一方、マシニングセンタは、ジグボーラーほどの位置決め精度はありませんが、より広範囲な加工に対応可能です。さらに、工具自動交換機能を備えているため、多様な加工を効率的に行うことができます。
◇フライス盤とマシニングセンタ
最後に、フライス盤とマシニングセンタを比較します。
交換装置(ATC)の有無
フライス盤にはATCが搭載されていません。したがって、ツールの交換を手動で行う必要があり、複数の工程を連続して行う際には不便です。一方、マシニングセンタはATCを搭載しており、自動で工具交換ができるため、多工程加工に非常に適しています。
加工の柔軟性と生産性
マシニングセンタは複数の切削工具(ドリル、エンドミル、正面フライスなど)を自動で交換し、面削り、溝削り、穴あけ、ねじ切りなど多様な加工が1台で可能です。このため、生産性が高く、複雑な加工が効率的に行えます。これに対して、フライス盤は単一の工具を使うことが多く、柔軟性に欠けます。
コストと性能
フライス盤はマシニングセンタよりもコストが低いため、予算に制限がある場合に適しています。また、主軸の剛性が高いため、重切削に向いています。しかし、複雑な加工を行う場合には、マシニングセンタの方が便利で効率的です。
このように、中ぐり加工に用いられる工作機械は、それぞれに異なる特徴とメリット・デメリットを持っています。最適な工作機械を選ぶためには、求められる精度、対象物の精度、生産量などの総合的な判断が必要です。
中ぐり加工は、ドリルで開けた下穴を専用の工具で広げ、高い寸法精度と滑らかな表面を実現する技術です。嵌合部品や損傷した穴の再生などに使われますが、加工面の確認が難しく、ビビリ(振動)が発生しやすい点に注意が必要です。ビビリは加工精度を低下させ、工具や機械にダメージを与えるため、工具の突出量や切削条件の調整が重要です。
中ぐり加工を行うための工作機械には、中ぐり盤、ジグボーラー、マシニングセンタなどがあります。中ぐり盤は高精度で大型部品の加工に適し、ジグボーラーは高い位置決め精度を誇りますが、多品種少量生産には向きません。
マシニングセンタは汎用性が高く、多様な加工に対応できますが、専用機ほどの精度はありません。 最適な工作機械を選ぶには、求められる加工精度や生産量を総合的に考慮することが必要です。
自社にピッタリなマシニングセンタはどれ?
ニーズで選ぶ! おすすめ企業3選
コスト削減とサポート
メクトロン
個別カスタム得意!
充実のアフターサポートも◎

特徴
- ターンキーソリューション対応!設定の手間が省け、失敗のリスクも減らせる
- 自動化システム導入可能!生産性の向上とコスト削減に大貢献
- コンパクトなサイズで設置スペースが限られる工場や作業現場にも適応
品質と耐久性
静岡鐵工所
熟練の技で一台一台を
丹念につくり込む

特徴
- 熟練した職人の手で施される、精密かつ耐久性の高い製品
- 強力なギヤヘッドを搭載し、幅広い加工に対応可能

メディア推奨 メーカー6選

記事一覧
マシニングセンタのエンドミルとは?種類ごとの違いと加工のポイント
マシニングセンタのパイオニア!キタムラ機械株式会社が実現する高速・高精度の技術
株式会社牧野フライス製作所の最新マシニングセンタと顧客に寄り添うソリューション
持続可能な未来へ!DMG森精機株式会社のマシニング・トランスフォーメーション
株式会社前田精密製作所の高精度な部品製造を支えるマシニングセンタ
マシニングセンタからエンジンまで!日本のものづくりを戦前から支えてきた池貝
誰もが簡単に扱えるマシニングセンタを!トップメーカー・キタムラ機械の製品をご紹介
NASAに認められた精密性を誇る三井精機工業のマシニングセンタ
マシニングセンタを扱う現場までしっかりサポートする新日本工機
世界最大手の工作機械メーカー・DMG森精機が追求するマシニングセンタの魅力
未来志向の設計と製造で世界のニーズに応えるキラ・コーポレーションのマシニングセンタ
長期保守サービスで安心!マシニングセンタ国内メーカーの利点とサービス内容
モノづくりの可能性を広げる株式会社ソディックの技術と加工事例紹介
マシニングセンタでよくあるトラブルは?原因とトラブルシューティング
立て型マシニングセンタの特徴は?BT30とBT40の違いと優れた中型マシニングセンタ
省スペースで高生産性!小型マシニングセンタのメリットとデメリット
マシニングセンタの導入コストを抑える!導入の際使える補助金と費用について
大型マシニングセンタのメリットデメリット!種類による違いを解説
マシニングセンタ導入の際に適用可能な補助金は?注目の補助金を紹介
複合加工機とマシニングセンタとの違いは?種類と選ぶ際のポイント
ロボットとの連携で何が変わる?マシニングセンタと協同ロボットの連携事例
BT40の可能性を広げたマシニングセンタとは?主軸サイズについても解説
加工不良をAIで解決!マシニングセンタのチッピングやビビリの自動判別と制御
職人の勘に頼らない!マシニングセンタでの切削条件設定のポイントとサービス紹介
人出不足が深刻な製造現場で求められるAI活用!マシニングセンタの最新技術
長尺加工の難しさとは?長尺加工に適したマシニングセンタを事例とともに紹介
軽量化と安定した品質が求められる航空機部品製造で活躍するマシニングセンタ
増加する自動化へのニーズとマシニングセンタの長時間自動化実現を阻む要因
3軸の変化形?進化を遂げる3軸マシニングセンタとJIMTOF2024出展製品を紹介
硬度とじん性のバランスを理解してマシニングセンタの切削工具材質を選ぼう
NCプログラムで対話式の利点は?作業時間を短縮した事例を紹介
高速・高密度加工を実現するシャンクの30番とは?導入事例を紹介
DMG森精機の新たな取り組みと予兆保全でマシニングセンタの故障を防ぐ
マシニングセンタの精度を左右する要因と精度向上に成功した事例
加工の効率化は速度から?マシニングセンタの切削条件設定のポイント
硬すぎて削れない?マシニングセンタによる難削材加工の難しさと必要条件
高島産業株式会社のSDGsへの挑戦とCO2削減に成功したマシニングセンタ
マシニングオペレーターは難しい?主な仕事内容と向いている人の特徴
マシニングセンタで日常的に確認が必要な項目とメンテナンスの重要性
精度の高さでニーズに応え続ける安田工業のマシニングセンタの特徴と強み
5軸マシニングセンタで多面同時加工を実現!3軸マシニングセンタとの違いと利点
内製化するパーツを増やしたい!マシニングセンタの導入で得られた効果とは
マシニングセンタのツールチェンジとは?株式会社ファースト技研の割り切りシリーズでコスト削減!
マシニングセンタ市場は拡大している?株式会社エグロの製品をチェック
マシニングセンタ導入の問題点とは? FNS株式会社の製品を確認
マシニングセンタの現状と課題は? 株式会社岩間工業所の製品一例
金属加工の基礎!マシニングセンタとフライス盤や旋盤の違いとは?
コスト削減にもつながるマシニングセンタを導入するメリットとは?
マシニングセンタの基本構造とは?多様な加工を行う万能工作機械
静岡鐵工所のモノづくりへの想いとは?取り扱っているマシニングセンタ
ニデックオーケーケー とは?取り扱っているマシニングセンタを紹介
ホーコスの取り組みとマシニングセンタを含む工作機械業界で進む環境対策
最高品質・多様な加工技術で製造現場に革新!小型マシニングセンタなら株式会社メクトロン
マシニングセンタの構造について徹底解説!安全・高精度な加工の為に
マシニングセンタの価格は?相場価格と導入時の注意点を理解しよう
マシニングセンタで切削加工の生産性と品質が向上?特徴と加工手順を解説します
小型マシニングセンタの特徴や用途は?メーカー覧と選び方のポイントを解説
日精ホンママシナリーなら一貫した生産設備ラインにより極微細な加工が可能に!魅力に迫ります
世界最高の「総合ものづくりサービス」を目指す工作機械の大手メーカー~オークマ~
コンパクトで高速で高い切削能力を備えたマシニングセンタ製品が魅力~ブラザー工業~